ЛИТЬЁ ЗАГОТОВКИ ИЗ СТАЛИ
Назад в рубрику
«Способ непрерывного литья заготовки из стали» (краткое описание изобретения к патенту Республики Беларусь № 22226; авторы изобретения: С.М.Кабишов, И.А.Трусова, П.Э.Ратников, В.А.Шейнерт, В.А.Хлебцевич; заявитель и патентообладатель: Белорусский национальный технический университет).
Изобретение относится к металлургии — к непрерывной разливке стали с применением «машины непрерывного литья заготовок» (МНЛЗ). Оно касается управления циркуляционным движением пропускаемого жидкого расплава металла внутри «погружного стакана» (за счёт применения «пондеромоторных импульсных электромагнитных волн») с целью: а) повышения качества «отливок»; б) увеличения производительности МНЛЗ.
Принятый авторами за известный «способ-прототип» касается регулирования режима электромагнитного перемешивания жидкого металла (по высоте «кристаллизатора» установки непрерывного литья металлических изделий). Одним из его недостатков авторы отмечают: низкий «служебный ресурс» «погружного стакана» (из-за «ограниченной стойкости» внутренних рабочих стенок «погружного стакана»). Это снижает: 1) качество затвердевания расплава; 2) скорость затвердевания расплава; 3) производительность МНЛЗ.
Задача изобретения авторов — устранение указанных недостатков: путём увеличения «служебного ресурса» «погружного стакана». Это может осуществляться за счёт повышения «стойкости» внутренних «рабочих стенок» «погружного стакана» — снижением механического контакта с потоками жидкой стали.
Технический результат изобретения: в процессе «технологического перелива» жидкой стали в «кристаллизатор» (через «погружной стакан» в потоке расплава жидкой стали) инициируют «скин-эффект» между стенками «погружного стакана» и струёй потока расплава — путём возбуждения в последнем «пондеромоторных импульсных радиальных волн».
Авторами приведен вариант реализации разработанного ими «Способа непрерывного литья заготовки из стали» (не исключающий другие варианты) со ссылкой на фигуры:
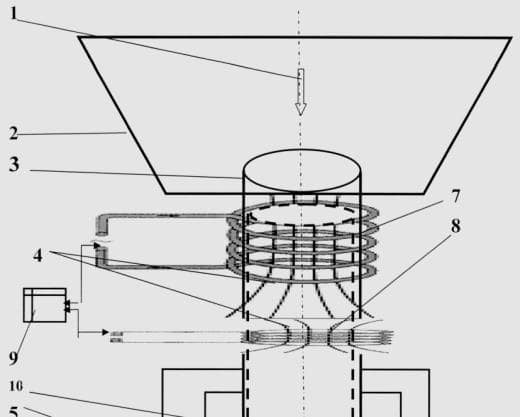
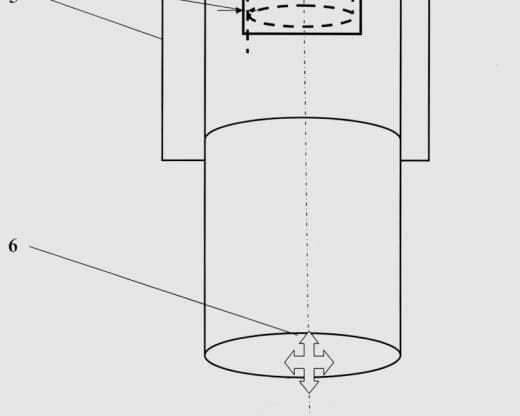
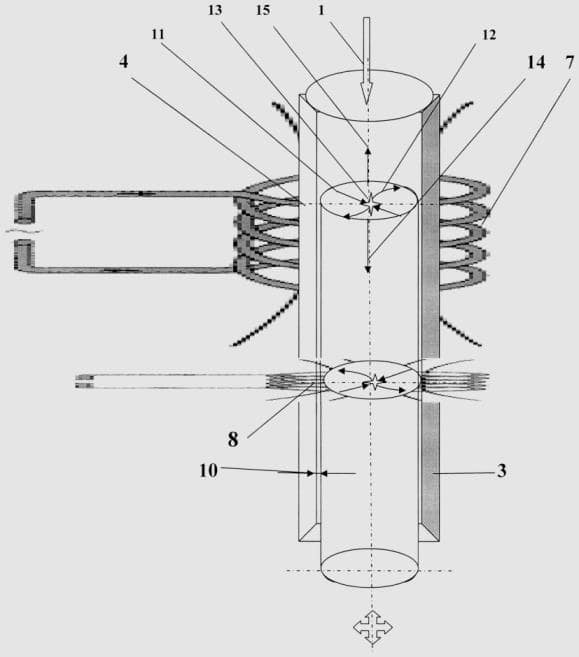
На данных фигурах изображены (в данном тексте они описаны последовательно): фиг. 1 — схема «Способа непрерывного литья …» (здесь литьё подаётся через «погружной стакан» над «кристаллизатором» и производится возбуждение струи потока расплава «пондеромоторными импульсными радиальными волнами»); фиг. 2 — сплошные и штриховые линии «схемы непрерывной разливки стали» — путём воздействия на расплав «пондеромоторными импульсными радиальными волнами» (как силами воздействия электромагнитного поля на токи проводимости в расплаве, так и на молекулярные токи).
Фиг. 1, 2: (1) – «поток стального расплава»; (2) – «промежуточный ковш»; (3) – «погружной стакан»; (4) – «пондеромоторные импульсные радиальные волны»; (5) – «кристаллизатор»; (6) – «непрерывнолитая заготовка»; (7), (8) – «два индуктора» (соленоидного типа); (9) – «запитывание от магнитоимпульсной установки»; (10) – «газовый зазор»; (4), (11), (12) –нициируемые «пондеромоторные радиальные импульсные волны»; (13) – «схлопывания»; (14) – «волны» к «кристаллизатору» (5); (15) – «волны» к «промежуточному ковшу» (2).
[См. (в оригинале описания изобретения к данному патенту) подробное ознакомление с фигурами авторов].
Как подчёркивается авторами, промышленное освоение заявленного ими «Способа непрерывного литья …» предполагается на металлургических предприятиях Беларуси.