КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ МЕТАЛЛА — ВЫШЕ!
Назад в рубрику«Способ вытяжки изделия из листовой заготовки» (краткое описание изобретения к патенту Республики Беларусь № 21359; автор изобретения: И.К.Данильчик; заявитель и патентообладатель: Государственное научное учреждение «Физико-технический институт Национальной академии наук Беларуси»).
Изобретение относится к области обработки металлов давлением, конкретно — к способам и устройствам вытяжки и формовки изделий из листовых металлических заготовок, и может быть использовано в производстве на металлообрабатывающих предприятиях в различных отраслях народного хозяйства.
Как поясняется автором, посредством вытяжки получают множество изделий — от мелких [простой симметричной формы (типа колпачков)] до крупногабаритных [сложной пространственной конфигурации (например, кузовов автомобилей)]. Существуют разнообразные технологии вытяжки и конструкции специальных штампов для получения заданных параметров изделий, большую часть которых представляют методы формообразования с использованием прижима периферийных частей заготовок к вспомогательным поверхностям формообразующей оснастки (с целью предотвращения возникновения складок и гофров на изделиях).
Цель изобретения — устранение недостатков, присущих «аналогам» и «прототипу», а именно: а) повышение коэффициента использования металла до максимально возможного для конкретной конструкции изделия; б) уменьшение трудоемкости за счет устранения операции обрезки излишков металла по внешнему контуру изделия после его формообразования; в) улучшение качества изделий за счет ликвидации утонений материала; г) предотвращение брака от разрывов металла.
Представленный автором изобретения «Способ вытяжки …» имеет ряд преимуществ по сравнению со «способом-прототипом» и «аналогами»: 1) использование в качестве заготовки развертки изделия позволяет наиболее рационально рассчитать раскрой металла и обеспечить максимальный выход годного; 2) отказ от напусков по периметру существенно уменьшает расход металла (на фиг. 2, поз. 2 — обозначены напуски, необходимые при методах по «прототипу» и «аналогам»), что (в совокупности с п. 1) обеспечивает технически минимальную норму расхода металла; 3) предложенный «Способ вытяжки …» практически исключает гофрообразование, присущее «прототипу» и «аналогам», поскольку гофрообразование (и тенденция к нему) является следствием, прежде всего, избыточности объемов металла (и устранение их по новому техническому решению снимает проблему гофров); 4) полностью исключены утонение и разрыв металла заготовки (так как отсутствуют растягивающие усилия от внешнего прижима или защемлений улучшается качество изделий и снижается количество брака); 5) существенно снижается трудоемкость, поскольку у «прототипа» и «аналогов» для получения готового изделия требуются три операции (заготовительная, штамповочная и обрезка напусков), а у предложенного автором метода – только две (заготовительная и штамповочная).
Для операции вытяжки использовался кривошипный пресс КД 9536 усилием 400 т.с. и штамп, разработанный и изготовленный для реализации нового способа формообразования. Нагретую заготовку укладывали в контейнерную часть матрицы и включением рабочего хода производили вытяжку — формовку изделия [выталкивали изделие из матрицы и охлаждали в масле: были совмещены горячее формообразование и закалка изделия (осуществлена высокотемпературная термомеханическая обработка)]. После закалки был выполнен отпуск при температуре 180 °С (твердость окончательно обработанных изделий опытной партии составила 48…55 HRC).
Автору изобретения есть чем гордиться: предложенная им новая технология использована при изготовлении защитных элементов (являющихся компонентами «бронежилетов») производимых в Физико-техническом институте НАН Беларуси. Данная технология может получить широкое применение на машиностроительных предприятиях различных отраслей для вытяжки и формовки различных изделий из металлических листовых заготовок.

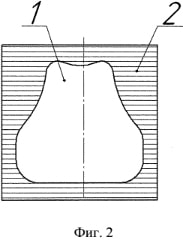
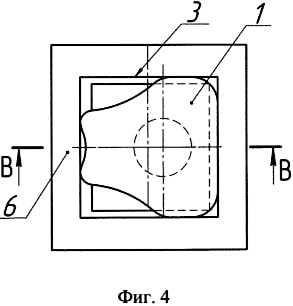
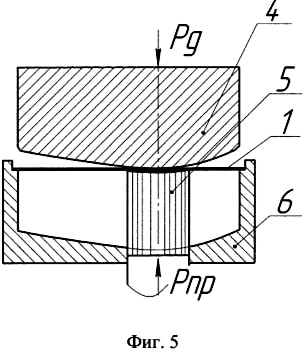
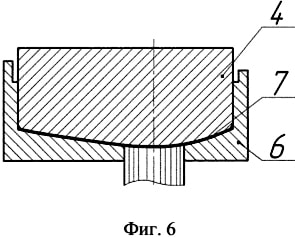
Предложенное техническое решение поясняется автором фигурами на примере конкретного изделия: фиг. 1 (нагрудный защитный элемент из броневой стали, имеющий сложную пространственную форму, образуемую криволинейными поверхностями); фиг. 2 (поз. 1 — изображена развертка изделия по фиг. 1; поз. 2 — показана дополнительная площадь металла по отношению к развертке, необходимая для изделия по фиг. 1 при изготовлении его по прототипу); фиг. 3, 4 [конструктивная схема устройства для осуществления предлагаемого способа в исходном положении перед формообразованием, построенная в соответствии с правилами черчения «Единой системы конструкторской документации» (показаны разрезы Б-Б, Г-Г и В-В); устройство включает: пуансон 4, прижим 5 (имеющий возможность перемещения внутри матрицы 6 и содержащий рабочий торец 5′ с профилем, являющимся частью профиля матрицы), матрица 6 (имеет опорную площадку 2, на которую уложена листовая заготовка-развертка 1), ограничительный контур 3 (препятствующий боковым смещениям заготовки в начальный момент вытяжки)]; фиг. 4 [вид сверху (А) на матрицу 6 с уложенной заготовкой 1 перед началом формообразования; сечение В-В представлено на фиг. 3 (обозначен центр тяжести заготовки 1, совмещенный с центром давления)]; фиг. 5 (рабочие элементы устройства в начальный момент формообразования, когда опускающийся пуансон 4 прижимает заготовку-развертку 1 к прижиму 5); фиг. 6 (положение рабочих элементов устройства в конечный момент вытяжки, когда профиль прижима 5 совместился с профилем матрицы 6, а между пуансоном 4 и матрицей 6 образовалось изделие 7).