УВЕЛИЧЕН ВЫХОД ГОДНЫХ ЧУГУННЫХ ИЗДЕЛИЙ
Назад в рубрику 
«Устройство для горячей пластической деформации заготовки из чугуна» (патент Республики Беларусь № 21132, МПК (2006.01): B 21H 1/18; автор изобретения: А.И.Покровский; заявитель и патентообладатель: Государственное научное учреждение «Физико-технический институт Национальной академии наук Беларуси»).
Изобретение относится к области машиностроения, в частности — к обработке металлов давлением, и может быть использовано для изготовления изделий типа тел вращения (например, валов из чугуна).
Задачей изобретения является повышение «усталостной прочности» и выхода годных изделий из чугуна.
Отмечается, что заявленное устройство (по сравнению с устройством-прототипом) позволяет: а) повысить «предел выносливости» готовых изделий из чугуна с 240-260 до 280-350 МПа; б) увеличить выход годных изделий в два раза. Это достигается за счет измельчения структуры металлической матрицы и значительного уменьшения неравномерности толщины поверхностного слоя, что обусловлено оптимизацией пластического течения металла за счет совокупности отличительных признаков заявляемого технического решения.
Сущность изобретения поясняется авторами через приведенные ими фигуры: фиг. 1 — схематическое изображение заявленного устройства для горячей пластической деформации; фиг. 2 — сечение обрабатываемой заготовки при ее формообразовании; фиг. 3 — схема формообразования поверхности заготовки в процессе прокатки (вид А-А фиг. 2).
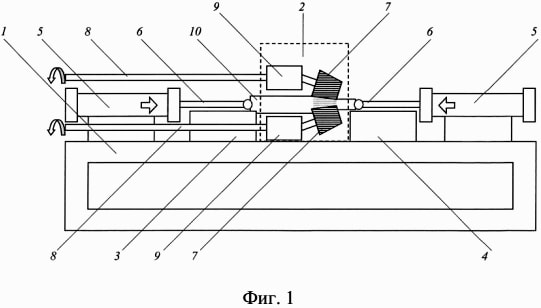
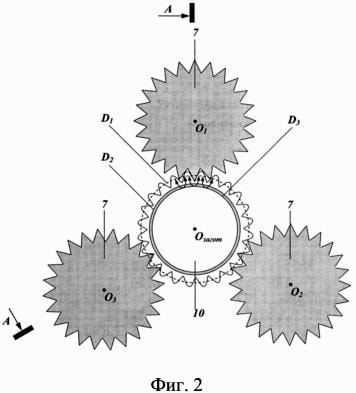
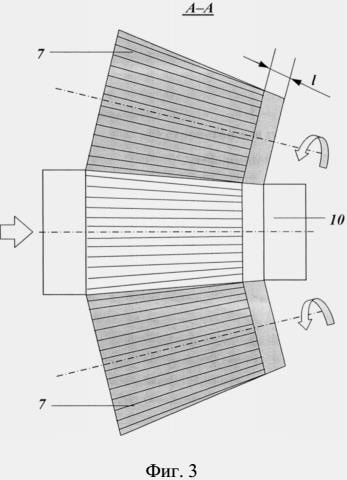
Приняты следующие обозначения: 1 — станина; 2 — прокатная клеть; 3 — загрузочный лоток; 4 — приемный лоток; 5 — силовые гидроцилиндры; 6 — штоки с приводными центрами; 7 — прокатные валки; 8 — карданные валы; 9 — муфты; 10 — заготовка; O1, O2, O3, Oзагот — оси первого, второго, третьего прокатных валков и обрабатываемой заготовки, соответственно; D1, D2 — диаметр заготовки до и после прокатки соответственно; D3 — диаметр заготовки без учета толщины модифицированного прокаткой слоя; L — расстояние от меньшего основания конуса до начала шлицов прокатных валков. Направление «усилия подпора» указано здесь фигурными стрелками, расположенными на силовых гидроцилиндрах 5. В прокатной клети 2 установлены прокатные валки 7 в виде усеченных конусов со шлицами, приводимые в действие от электродвигателей (на фигурах не показаны) с помощью карданных валов 8 с муфтами 9. Направление вращения показано фигурными стрелками, расположенными вблизи карданных валов 8.